
简约设计,不简单内涵。观看我们的注浆管源头好货产品视频,用少的话语传达真实的产品价值。
以下是:注浆管源头好货的图文介绍

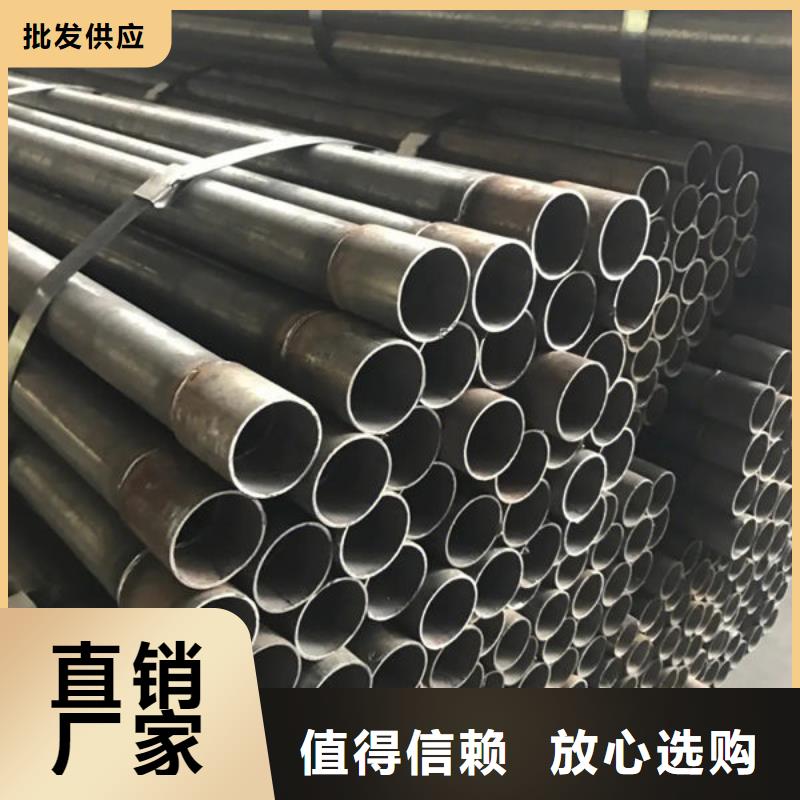
宝益德钢管有限公司是一家专业从事 许昌禹州声测管研发、生产及销售的企业,公司在业内有着一支从事 许昌禹州声测管行业近10年的生产及销售团队,公司位于,这里交通便利,物流发达 。 公司本着质量立企、合作共赢的方针,欢迎业界各位新老客户莅临。



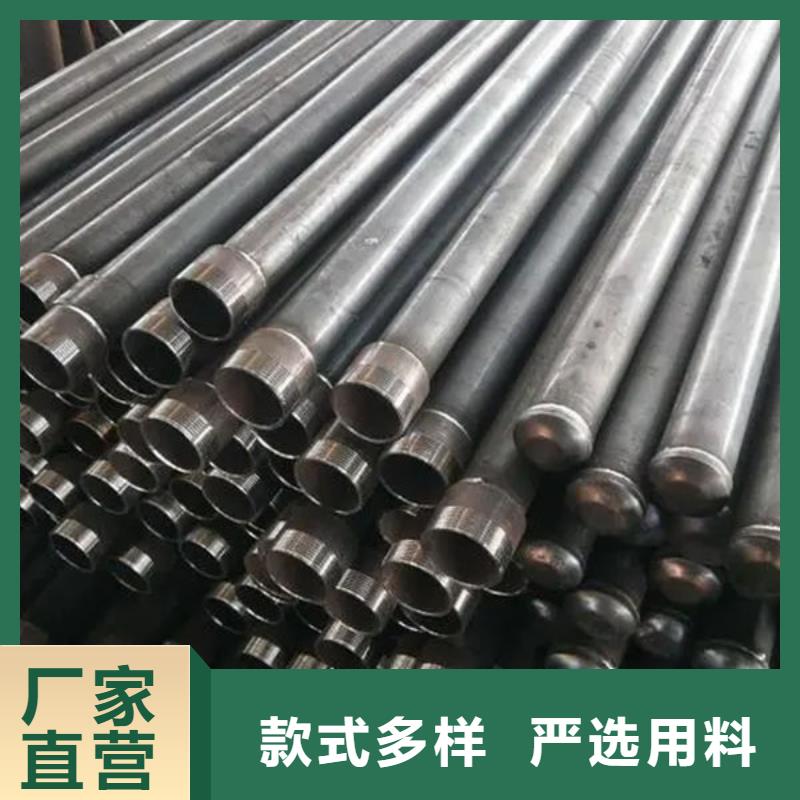
许昌禹州注浆管的主要作用:是帮助混凝土灌注到各种空缝之中,使其可以完全的被密封,从而防止发生断裂、位移、变形,更好的保护桩基以及其上的承载物。 特别是在那些新混凝土与旧混凝土之间的接缝问题,许昌禹州注浆管都能很好的解决。又因为注浆管在安装上比较简单,工人不需要借助复杂的安装设备,就可以随时根据需要在现场进行施工,操作过程也很简单,使用注浆管对缝隙进行注浆,也不会影混凝土发挥其作用。 注浆管除具备上述种种优势及特点外,更具备以下7大优势: 1、出浆给力(10mm出浆孔径) 2、出浆均匀(多点平衡出浆孔) 3、密封性好(管体一次成型) 4、防浆液回流(双层橡皮、胶布缠裹防返渗) 5、安装定位精准(双弹簧圈便于钢筋笼捆扎) 6、组装便捷(国际螺纹丝扣连接) 7、性价比高(比传统型价格省30%)



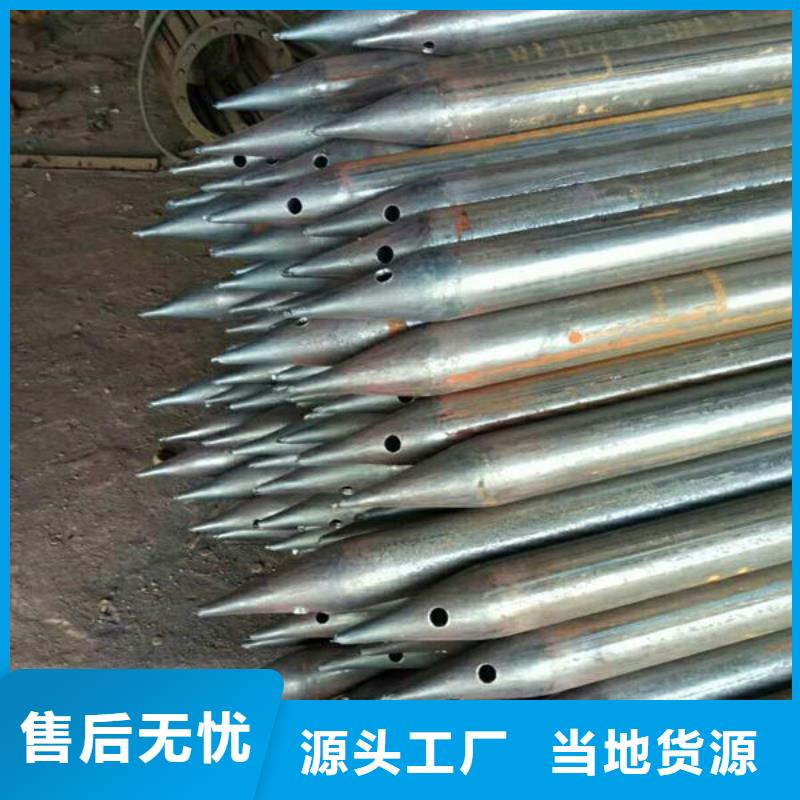
声测管的其他用途 声测管除了用作检测通道及取代一部分钢筋截面外,还可作为桩底压浆的管道。试验证明,经桩底浆处理的灌注桩,可大幅度提高其承载力。同时声测管还可作为事故桩缺陷冲洗与压浆处理的管道,这时需采取措施把需压浆的缺陷部位的管道打穿。 超声波透射法检测,对声测管总体的要求是:接头牢靠不脱开,密封不漏浆;管壁平整不打折,平顺无变形;管体竖直不歪斜;管内畅通无异物。 当许昌禹州声测管材料或安装工艺较差时,可能造成漏浆、堵管、断裂、弯曲、下沉、变形等事故的发生,对超声波透射法进行桩基完整性检测产生较大影响,甚至于无法进行超声波透射法检测。

